-
お問い合わせ
-
お電話でお問い合わせ
082-278-8032
メールでお問い合わせ
お電話でお問い合わせ
082-278-8032
メールでお問い合わせ
 |
|---|
| 技術支援アラカルト 第3回 『コストダウンは"改善"から"改革"の時代へ』 |
技術振興部長の國司(くにし)です。今回は『コストダウンは"改善"から"改革"の時代へ』と題しまして、紙面を汚させていただきます。 我が国を取り巻く経済環境は、六重苦※1 に晒されているとも言われますように、ものづくり中小企業にとって厳しさが増す一方ですが、この厳しい経済環境を乗り越えるための最重要課題としてコストダウンがあります。ただ、考えられるコスト"改善"はやり尽くし、万策尽きた感のある方も多数いらっしゃると思います。つまり、表題のとおり、コストダウンは"改善"では十分な成果を出せない状況になってきており、中小企業においても構造的な"改革"による対応が必要な段階に入っていると思われます。 そこで、今回はそういった方々に"品質工学"というコスト"改革"手法をご紹介したいと思います。この手法は、国内では、マツダ(株)、トヨタ自動車(株)等の自動車メーカーやコニカミノルタグループ等の精密機器メーカーのものづくりに活用されています。また、米国では、創始者の故田口玄一博士の名を冠して"Taguchi Methods(タグチメソッド)"と呼ばれ、国内以上に盛んに活用されています。 "品質工学"は、前回紹介しましたマテリアル・フロー・コスト会計(MFCA)同様、トレードオフ※2 課題解決に有効な手法であり、モグラ叩きゲームのような対症療法的な対応から未然防止に主眼をおいた取り組みであります。その概念は、下図に示しますように、品質の最適化を図ることで、コストダウンと短納期との両立を図るというものであります。"品質工学"の適用による大きなメリットとしては、①開発期間の短縮、②不良率の低下、③クレームコストの削減などを挙げることができます。一方、デメリットとしては、従来の開発手法と考え方が異なるため、導入時に担当者が負荷を感じる場合があります。デメリットの解消には、MFCAやTPM等と同様に、企業トップの積極的な関与と、全社的な当事者意識の醸成が必要となります。 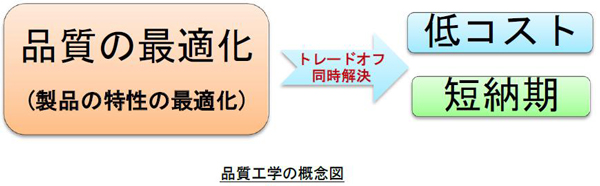 それでは、"品質工学"における品質の最適化とは、どういうことかを以下に述べます。"品質工学"では、品質を「製品が出荷後、社会に与える損失」と定義しています。つまり、品質の最適化とは、開発・設計から市場における品質保証までの製品のライフサイクル損失を最小化することと同義と考えることができます。 ① 品質は、試作や工程で試行錯誤しながら作り込むのではなく、開発・設計段階で作り込むもの。 ② 開発・設計段階で品質を作り込むとは、バラツキの原因があってもそれに影響されにくい設計にするということ(ロバスト設計※3 )。 ③ バラツキは、"品物間のバラツキ(公差、許容値等)"、"経年劣化(摩耗、腐食等)"、使用・環境条件(温度、湿度等)の3つに大別できる。 ④ ロバスト設計では、下図に示すように、まず、第一段階でバラツキの影響の最小化を図り、そして、第二段階でその状態を維持して目標値に調整する(手戻りの少ない製品開発)。 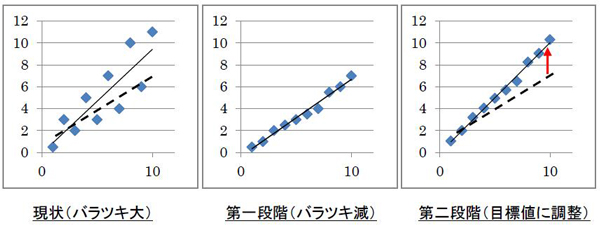 ⑤ ロバスト設計により、製造条件や使用・環境条件のバラツキがあっても、また、長期使用後も、仕様に定められた品質を維持できる製品を実現できる(クレームの少ない製品開発)。 ⑥ ロバスト設計により、開発・設計から市場における品質保証までのトータルコストを最小化することができる。 上記の内容は、主に設計段階における"品質工学"の適用という観点で述べていますが、実際には、製造段階における工程管理においても"品質工学"の適用は可能であり、検査等の管理に関する総損失を定量化することで、フィードバック制御による工程品質の維持や、予防保全のための管理の方法を合理的に決定することもできます。例えば、加工だけ受注している中小製造業においても、最適な加工条件(工程検査の間隔や方法、工具の交換時期等)を見つけることで最適な製造工程を導き出すことに応用できます。 以上、定性的な説明となりましたが、技術振興部では、アドバイザーとして"品質工学"の大家である矢野宏先生をお迎えし、"物づくりの機能性評価研究会"と題しまして、技術者の方々に"品質工学" を具体的に習得していただく場を提供しております。また、本研究会の運営を担当している技術振興部の山岡技師と桑原主任技師(並びは研究者主副)が、第20回品質工学研究発表会で公益財団法人精密測定技術振興財団品質工学賞銀賞を受賞しました。本研究会への参加や"品質工学"に関する相談を随時受け付けておりますので、お気軽にご連絡下さい。 ※1 日本の産業界が直面している次の6つの苦境。(1)円高、(2)高い法人税、(3)自由貿易協定への対応の遅れ、(4)製造業への派遣禁止、(5)環境規制の強化、(6)電力不足 ※2 2つのことが二律背反の関係にあり、一方を追求すれば他方を犠牲にせざるを得ないということ ※3 常に安定した機能を発揮できる頑強な設計 ◆問い合わせ先 技術振興部(広島市工業技術センター内) TEL 082-242-4170(代表) E-mail kougi@itc.city.hiroshima.jp |
|
|
![]()